Quartz capillary tube manufacturing is a highly technical process that requires extremely high purity, precise dimensional control, and exceptional material performance. The production workflow can be summarized into several core stages.
Overview of the Core Production Process
The manufacturing of quartz capillary tubes is fundamentally based on preparing two types of base quartz tubes: the inner cladding tube and the outer jacket tube. The final product is formed by inserting the inner cladding tube into the outer jacket tube, followed by high-temperature drawing.
The entire process is typically carried out in an ultra-clean environment to prevent contamination.
Detailed Production Steps
Step 1: Raw Material Preparation and Melting
High-purity quartz sand:
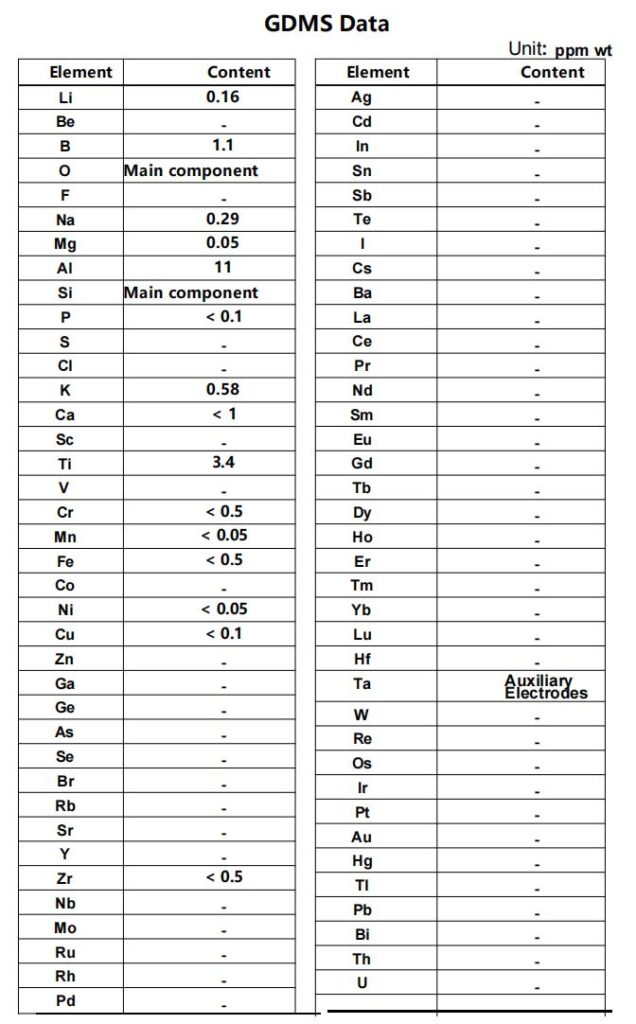
Natural crystal or synthetic quartz (produced via silicon tetrachloride vapor deposition) is used as the raw material. Synthetic quartz offers extremely high purity (up to 99.9999%), making it the preferred choice for high-performance capillaries.
Melting:
The quartz raw material is melted in a high-temperature electric furnace at approximately 2000°C to form a viscous, transparent quartz glass melt.
Step 2: Forming the Base Quartz Tubes
This step produces the foundational tubes needed for capillary tube manufacturing. Two primary techniques are used:
Continuous Tube Drawing Method
Principle:
The quartz melt passes through a high-temperature-resistant mold (such as graphite or tungsten) while gas is blown through the mold center to form a hollow tube.
Process:
The molten quartz flows from the bottom of the furnace through a concentric ring mold with gas blowing continuously at the center. Under mechanical traction, the melt is drawn into a continuous quartz tube. By precisely controlling temperature, feed speed, traction speed, and gas pressure, the outer diameter and wall thickness can be accurately determined.
Features:
High efficiency; suitable for mass production of standard-sized quartz tubes.
Centrifugal Casting Method
Principle:
A measured amount of quartz melt is poured into a high-speed rotating mold. Centrifugal force distributes the melt evenly along the inner wall to form a tube.
Process:
The mold rotates at high speed, causing the quartz melt to adhere uniformly to the inner surface under centrifugal force before cooling into a tube.
Features:
Suitable for producing large-diameter, thick-wall tubes, though dimensional uniformity is generally lower than the continuous drawing method.
After these methods, a precisely dimensioned inner cladding tube (thin rod or tube) and outer jacket tube (larger tube) are prepared.
Step 3: Drawing the Quartz Capillary Tube (Core Step)
This is the key process where the two base tubes are fused into a single capillary tube.
Cleaning and Assembly:
Both the inner cladding tube and outer jacket tube are thoroughly cleaned using chemical and ultrasonic methods to remove contaminants. In a cleanroom environment, the cladding tube is precisely inserted into the jacket tube.
High-temperature Heating:
The assembled “composite tube” is fed into a drawing furnace (using oxy-hydrogen flame or electric furnace) with temperatures precisely controlled near quartz’s softening point (approx. 1700–1900°C).
Softening and Stretching:
At high temperature, both tubes soften simultaneously. A precision traction system applies controlled pulling force to elongate and thin the structure.
Fusion and Shaping:
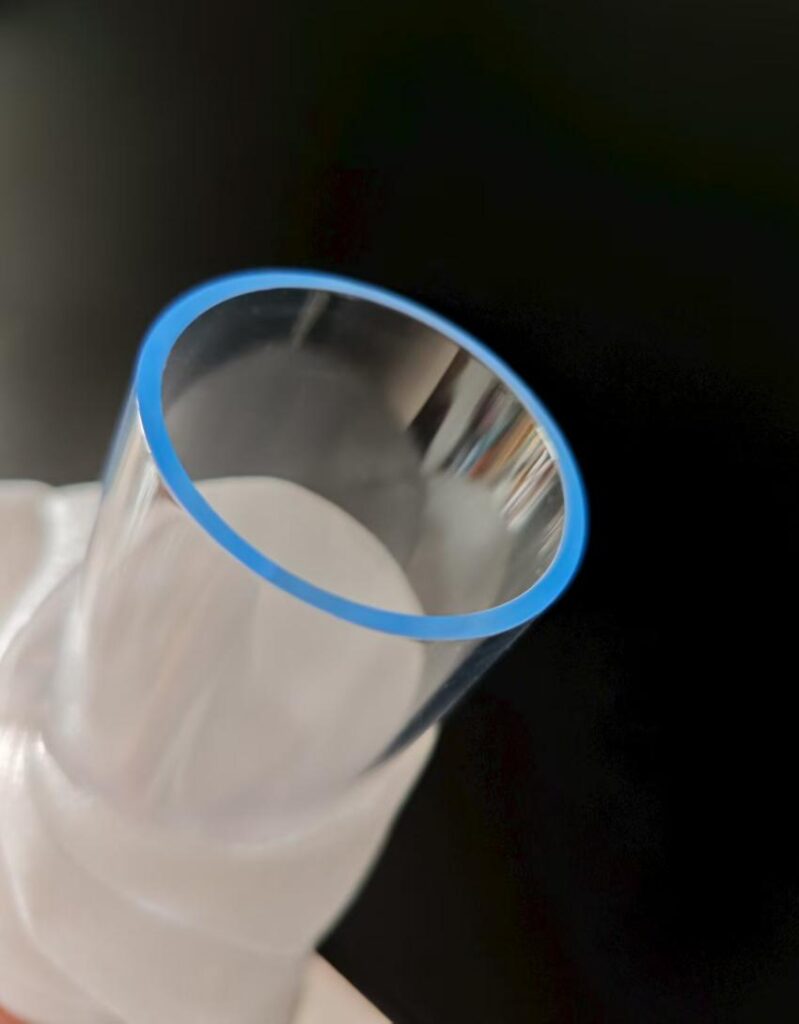
During stretching, the outer surface of the inner tube and the inner surface of the outer tube fuse completely under heat and surface tension, forming a unified structure that solidifies upon cooling.
Dimensional Control:
Final dimensions (OD, ID, wall thickness) are controlled by:
- Initial tube sizes
- Drawing temperature
- Drawing speed
- Feed rate into the hot zone
Step 4: Post-Processing and Inspection
Annealing:
Internal stresses generated during drawing are removed by annealing at specific temperatures, improving dimensional stability and mechanical strength.
Cutting and End-Face Processing:
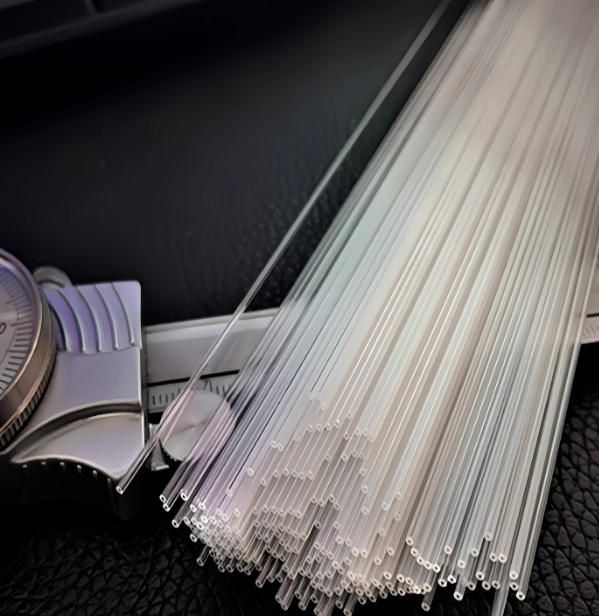
The long continuous capillary tube is cut into required lengths. End faces are ground and polished for flatness and to prevent chipping.
Rigorous Inspection:
- Dimensional accuracy: Laser micrometers and microscopes check OD/ID uniformity.
- Optical performance: Light transmission and refractive uniformity are evaluated.
- Geometry: Roundness and straightness are measured.
- Cleanliness: Ensures no particle contamination inside the tube.
Two Special Types of Quartz Capillary Tubes
Open-End Capillary Tubes
These are easier to produce—one quartz tube is drawn directly to the required capillary size without inserting an inner cladding tube.
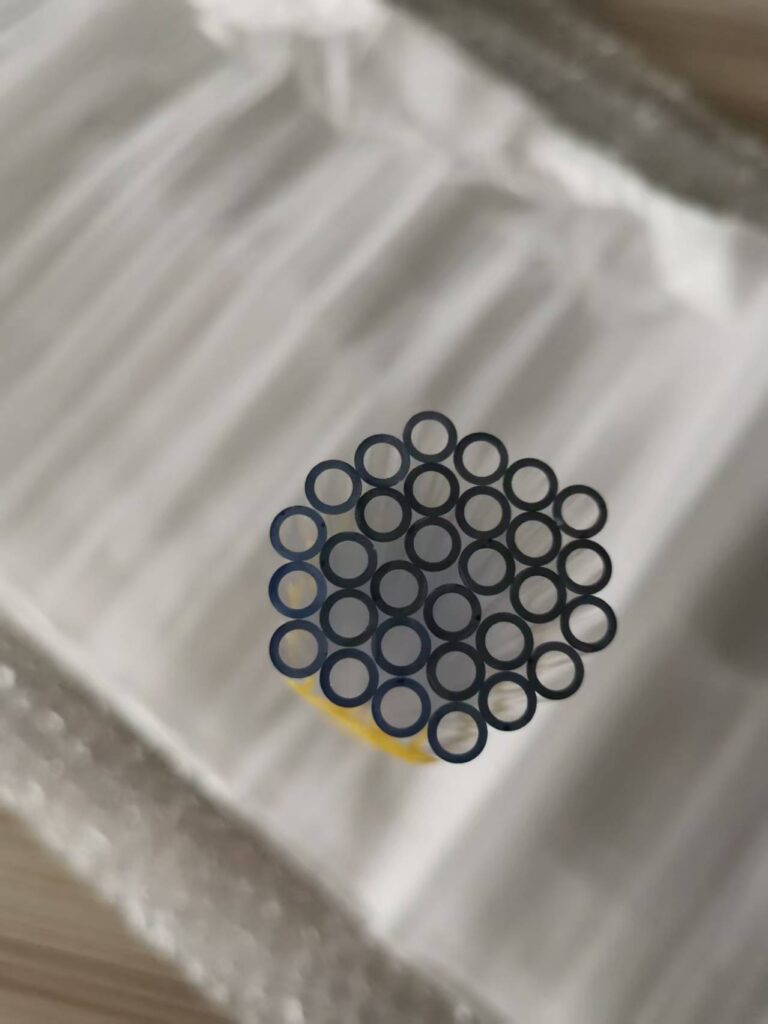
Photonic Crystal Fiber / Hollow-Core Capillary Tubes
These feature complex periodic air-hole structures. Their production is highly sophisticated and often involves the stack-and-draw method:
- Dozens or hundreds of micro-tubes and solid rods are prepared as “sub-elements.”
- These are precisely stacked according to the desired micro-structure to form a large “preform.”
- The preform is then fed into a drawing tower and drawn into capillary dimensions, with its micro-structure proportionally reduced and preserved.
Conclusion
Quartz capillary tube manufacturing represents high-end quartz-glass processing technology. The product quality directly affects the performance and precision of downstream instruments and devices.